 中文版
中文版 English
English服务热线

NEWS新闻资讯
新闻资讯
-
 电力金具的主要用途
2024-8-15
电力金具的主要用途
2024-8-15
1. 连接:电力金具的连接器可以确保电线或电缆与其他设备或导体之间的连接,使电流能够...
-
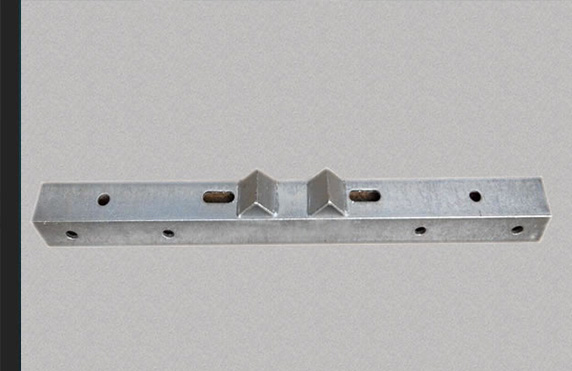 10kv电力横担规格型号大全
2024-4-8
10kv电力横担规格型号大全
2024-4-8
一、横担种类在10kv电力系统中,横担是支撑电线和电缆的关键构件,根据其用途和结构特...
-
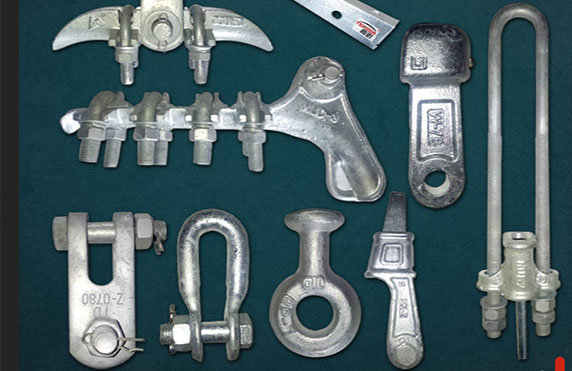 电力金具分类
2023-3-24
电力金具分类
2023-3-24
电力金具在配电线路中的作用主要起支持、紧固、固定、连接、接续、保护等作用,而使之...

腾达手机站

腾达微信
电力金具的主要用途
2024-8-15
1. 连接:电力金具的连接器可以确保电线或电缆与其他设备或导体之间的连接,使电流能够...
10kv电力横担规格型号大全
2024-4-8
一、横担种类在10kv电力系统中,横担是支撑电线和电缆的关键构件,根据其用途和结构特...
电力金具分类
2023-3-24
电力金具在配电线路中的作用主要起支持、紧固、固定、连接、接续、保护等作用,而使之...
腾达手机站
腾达微信
